Линия для производства балок коробчатого сечения
Стан для сборки U-образных балок

Данный стан является специальным оборудованием, которое может выполнить сборку U-образных балок и балок коробчатого сечения. Расширенные функции этого стана позволяют сэкономить место и расходы на покупку дополнительного оборудования. Для проведения ручной точечной сварки используются специальные зажимы, которые прочно фиксируют заготовку в заданном положении. Данное оборудование состоит из двигателя, роликового транспортера, устройства центрирования, устройства позиционирования, а также гидравлической и электрической систем управления.
Вертикальный стан для сборки диафрагм балок
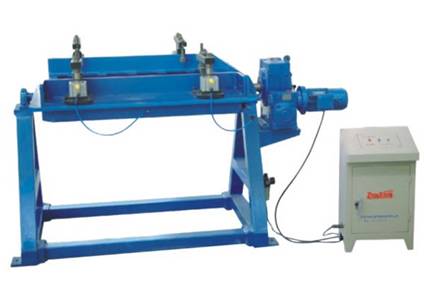
Данный вертикальный стан является специальным оборудованием, которое предназначенное для сборки и сварки диафрагмы (промежуточной перегородки) коробчатой балки. При сборке диафрагмы позиционирование достигается при помощи гидравлического цилиндра. После этого осуществляется процесс точечной сварки. Сначала заготовка сваривается с одной стороны, а затем переворачивается на 180 градусов для сварки с другой стороны. Для извлечения заготовки сначала рабочий стол возвращается в горизонтальное положение, затем происходит ослабление гидравлического цилиндра.
Кантователь для балок коробчатого сечения


Кантователь является одним из видов вспомогательного оборудования, которое используется в линии для производства балок коробчатого сечения. В данную линию входит портативный гидравлический кантователь на 90 градусов и портативный гидравлический кантователь на 180 градусов.
Сборочный стан

Сборочный стан UZJ12 является вспомогательным оборудованием, которое используется в линии для производства балок коробчатого сечения.
Портальная установка для сварки балок коробчатого сечения
LMHA-4000


Портальная установка для сварки балок коробчатого сечения оснащена двухсторонним приводом и механизмом бесступенчатого регулирования скорости. Отслеживание сварного шва достигается за счет механизированного направляющего колеса. Все рабочие операции осуществляются при помощи пневматического управления.
Для повышения эффективности сварки углового шва применяется режим двухдуговой и двухпроволочной сварки. Устройство подачи проволоки отделено от двухдугового механизма. Чтобы избежать чрезмерного разбрызгивания сварочного флюса, установка оснащена специальным защитным устройством. Заготовки могут быть закреплены на опорной конструкции и оттранспортированы при помощи рольгангового конвейера.
Технические параметры
|
Ширина балки |
Высота балки |
Скорость сварки |
Скорость при обратном ходе |
Положение сварки |
Мощность главного двигателя |
|
300-1200мм |
300-1200мм |
0.17-3.4м/мин |
6.8м/мин |
Сварка в горизонтальном положении |
9кВт |
Консольная установка для электрошлаковой сварки
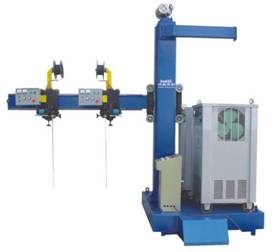

Данная консольная установка является специальным оборудованием для электрошлаковой сварки перегородки в балках коробчатого сечения.
В соответствии с различными требованиями выделяют два типа электрошлаковой сварки: сварка плавкой проволокой и сварка плавящимся мундштуком. Сварочный аппарат для электрошлаковой сварки плавкой проволокой имеет высокую эффективность сварки и низкую эксплутационную стоимость, но его стоимость все же значительно выше, чем у аппарата для сварки плавящимся мундштуком.
Он в основном используется для серийного производства балок коробчатого сечения. Сварочный аппарат для электрошлаковой сварки плавящимся мундштуком прост и удобен в эксплуатации, но его эффективность сравнительно невелика. Он в основном используется в мелкосерийном производстве балок коробчатого сечения.
Технические параметры
|
Ширина колеи тележки |
1000мм |
|
Скорость перемещения тележки |
6м/мин |
|
Мощность двигателя |
0.55кВт |
|
Размер заготовки |
300-1200мм |
Установка для сварки подварочных швов

Установка для сварки подварочных швов часто используется перед дуговой сваркой под флюсом. Она может предотвратить прогорания в нижней части сварного шва, которые могут возникнуть из-за большого тока. Основным способом сварки подварочных швов балок коробчатого сечения является сварка одной дугой и одной проволокой.
Режим сварки двумя дугами и двумя проволоками также доступен. Данное оборудование в основном состоит из тележки, сварочного плеча, механизированного устройства слежения, пневматической системы, электрической системы управления, системы передачи и рекуперации сварочного флюса и источника питания газовой сварки. В качестве сварочного источника питания часто выбирают Panasonic YD-600KH.
Технические параметры
|
Допустимый размер заготовки |
300-1200мм |
|
Длина заготовки |
4000-15000мм |
|
Скорость сварки |
0.3-1.5м/мин |
|
Скорость при обратном ходе |
3м/мин |
|
Положение сварки |
Сварка в горизонтальном положении |
Установка для дуговой сварки под флюсом


Установка для сварки подварочных швов часто используется перед дуговой сваркой под флюсом. Данное оборудование в основном состоит из тележки, сварочного плеча, механизированного устройства слежения, пневматической системы, электрической системы управления, системы передачи и рекуперации сварочного флюса и источника питания.
К основным методам сварки под флюсом в основном относится сварка одной дугой и одной проволокой, а также сварка двумя дугами и двумя проволоками.
Для сварки одной дугой и одной проволокой могут быть использованы как китайские, так и импортированные источники питания. Для сварки двумя дугами и двумя проволоками, как правило, используется источник питания американского производства Lincoln DC-1000 и AC-1200.
Продольно-фрезерный станок DX1215

Продольно-фрезерный станок с ЧПУ оснащен фрезерной головкой, подъемной колонной, рабочим столом, станиной, механической системой подачи, электрической системой управления, системой ЧПУ, направляющими и режущим инструментом. Он в основном используется для завершения процесса торцевого фрезерования сварных или катанных двутавровых балок или балок коробчатого сечения.
Благодаря удобным эксплутационным характеристикам, простоте конструкции и быстрой настройке, продольно-фрезерный станок с ЧПУ является незаменимым оборудованием в сфере металлообработки. Оборудование подходит для фрезерования заготовок с размерами торца от 300 x 200 до 1200 x 1500мм, а также для фрезерования боковых граней двутавровых балок и балок коробчатого сечения. Подача наклонной платформы и подъем фрезерной головки осуществляется при помощи серводвигателя DA98A (Гуанчжоу).
Сервопривод переменного тока DA98A является китайской цифровой сервоприводной системой переменного тока первого поколения, которая оснащается новейшим цифровым сигнальным процессором (TMS320F2407A) американской IT-компании, сложной программируемой логической интегральной схемой (СПЛИС) и интеллектуальным силовым модулем Mitsubishi. Имея высокий уровень интеграции, малый размер, отличную защиту и высокую надежность, сервоприводная система переменного тока использует алгоритмы ПИД для достижения управления при помощи широтно-импульсной модуляции (ШИМ). Производительность нашего продукта достигла уровня производительности аналогичных зарубежных товаров.
Кромкорезательный станок

Кромкофрезерный станок нашей компании является продуктом нового поколения. По сравнению с традиционным кромкофрезерным станком, направляющие нашего станка являются разборными. Благодаря термической обработке конструкция станины станка более прочна, а фрезерная головка работает более стабильно и надежно.
Система подачи и система обратного хода являются полностью независимыми, что обеспечивает высокую скорость обратного хода и высокую эффективность работы. Угол фрезы легко регулируется. Для облегчения работы стандартная фрезерная головка может быть заменена на головку, изготовленную на заказ.
Технические параметры
|
Модель |
XBJ-6 |
XBJ-9 |
XBJ-12 |
|
Угол фрезерования |
0-45° |
||
|
Толщина обрабатываемого стального листа (мм) |
6-50 |
||
|
Максимальная глубина фрезерования (за 1 раз) (мм) |
12 |
||
|
Скорость горизонтального фрезерования (м/мин) |
0.1-1 |
||
|
Скорость движения фрезы при обратном ходе (м/мин) |
2 |
||
|
Скорость вращения фрезы (м/мин) |
80-400 |
||
|
Рабочее давление в гидросистеме (МПа) |
|
≤3.5 |
|
|
Количество гидроцилиндров на опорной платформе |
8 |
11 |
15 |
|
Расстояние от платформы до пола (мм) |
900 |
||
|
Мощность устройства подачи (кВт) |
1.5 |
||
|
Мощность фрезера (кВт) |
5.5 |
||
|
Мощность масляного насоса (кВт) |
5.5 |
5.5 |
5.5 |
|
Габаритные размеры (ДxШxВ) (мм) |
8680x2600x2100 |
11680x2600x2300 |
14200x2600x2400 |
Станок для снятия фасок

Используя принцип роликовой резки, для получения необходимых кромок под сварку оборудование обрезает стальные пластины в соответствии с требуемым углом. Станок характеризуется простыми и удобными эксплутационными характеристиками, низким потреблением энергии и высокой эффективностью резки со скоростью 3 метра в минуту. Скошенная кромка под сварку формируется за один раз, при этом она имеет точные размеры и гладкую поверхность без необходимости обработки заусенцев.
Технические параметры
|
Модель |
GD-20 |
||
|
Листовая сталь |
Q235 |
16Mn |
IC18Ni9Ti |
|
Максимальная ширина канавок |
20мм |
16мм |
12мм |
|
Угол канавки |
25°-55° |
||
|
Минимальная длина прямолинейной кромки |
2мм |
||
|
Максимальная толщина листовой стали |
40мм |
||
Сверлильный станок с ЧПУ ZPZ160A

Данный сверлильный станок разработан с системой ЧПУ. Движение по осям Х и Y достигается за счет сервопривода переменного тока. Гидравлическая автоматическая подача выполняется по оси Z. Таким образом, станок может осуществить быстрое позиционирование и сверление. Оборудование широко используется для просверливания соединительных частей стальных конструкций и различных видов листовых деталей. К основным компонентам станка относятся: станина, переносная портальная рама, сверлильная головка, сменный рабочий стол, электрическая система управления, гидравлическая система, система охлаждения и устройство удаления стружки.
Технические параметры
|
Модель |
ZP160 |
ZPZ200 |
|
Максимальный диаметр сверления |
Ø50мм |
Ø60мм |
|
Максимальный размер заготовки |
1650x1000x80мм |
2000x1500x80мм |
|
Скорость вращения шпинделя |
130-400об / мин (Бесступенчатое регулирование скорости) |
130-400 об / мин |
|
Система подачи шпинделя |
Гидравлическая |
Винтовая |
|
Количество портативных рабочих столов |
2 |
2 |
|
Количество заготовок, которые могут быть зажаты одновременно |
4 группы |
4 группы |
|
Система зажима |
Гидравлическая |
Гидравлическая |
|
Скорость перемещения по осям X и Y |
12м/мин |
12м/мин |